Call: 08071931448
 Send Inquiry
Send Inquiry
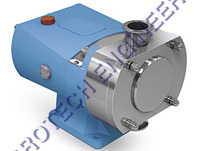
BUMP LOBE PUMP
Application - Corn syrup Cottage cheese - Cotton seed oil Cranberry --- juice - Cream Cream cheese Custard - Dog food Dough Eggs whole - Egg yolk Essences Evaporated milk -Fish - Iodine - ointment etc Alcohol - Apple pure Apricots - Baby food Batter Beans Beer Beetroot - Biscuit Cream Blackcurrants Brine Broth -Butter fat Caramel - Castor Oil - Cat food - Cheese curd - Cheese whey Cherries - Chicken paste - Chili con Carne Chocolate Chutney Cockles - Coconut oil - Cod oil Coffee liquor Cordials -Corn oil MICROTECH ENGINEERING Lobe pumps are used in a variety of industries including, pulp and paper, chemical, food, beverage, Pharmaceutical, and biotechnology. They are popular in these Diverse industries because they offer superb sanitary qualities, high efficiency, reliability, corrosion resistance, and good clean-in-place and sterilize-in-place (CIP/SIP) characteristics.These pumps offer a variety of lobe options including single, biwing, tri-lobe (shown), and multi-lobe.Rotary lobe pumps are Non-contacting and have large pumping chambers, allowing them to handle solids such as cherries or olives without damage. They are also used to handle slurries, pastes, and a wide variety of other liquids. If wetted, they offer self- priming performance. A gentle pumping action minimizes product degradation. They also offer reversible flows and can operate dry for long periods of time. Flow is relatively independent of changes in process pressure, so output is constant and continuous.


Price:

Minimum Order Quantity : 01
Material : Stainless Steel (SS 304/316)
Pressure : Other, Low to Medium
Usage : Other, Syrup Transfer / Food Industry
Inlet/Outlet : 25 mm / 25 mm
Fuel Type : Other, Electric
Minimum Order Quantity : 01
Material : SS304 / SS316 / Cast Iron
Pressure : Other, Up to 10 Bar
Usage : Other, Industrial, Dairy, Food, Chemical Processing
Inlet/Outlet : 1 to 6 (Threaded / Flanged)
Fuel Type : Other, Electric

Minimum Order Quantity : 01
Material : SS304 / SS316 / SS316L
Pressure : Other, Up to 12 Bar
Usage : Other, Viscous Liquid Transfer, Food, Pharma, Chemicals, Dairy
Inlet/Outlet : Hygienic Clamp or Flange, DN25 to DN100
Fuel Type : Other, Electric

Minimum Order Quantity : 01
Material : SS304 / SS316
Pressure : Other, Up to 10 Bar
Usage : Other, Food, Pharmaceutical, Chemical, Cosmetic, Dairy, Beverage Processing
Inlet/Outlet : 1 to 4 BSP/NPT/Flanged
Fuel Type : Other, Electric
GST : 07AASFM3267H1ZV
|

 Send Inquiry
Send Inquiry
