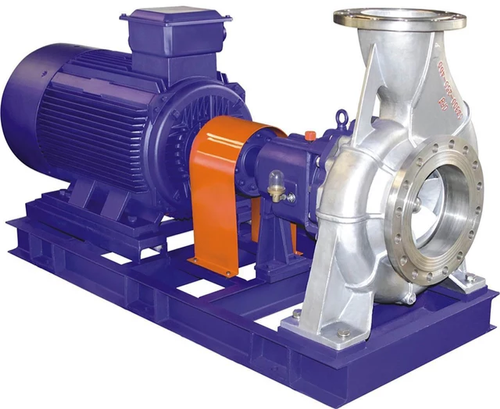
About Chemical Re-circulation Process Pump
CHEMICAL RECIRCULATION PROCESS PUMP
Head : 48 meter
Capacity : 33 m3/h
Delivery size : 12mm to 65 mm
Temperature : -10 to 95 degree Celsiu
Test pressure : 10 kg/cm2
Standard futures :
Centrifugal single stage
Flange as per din standard
Back pull out design
Open / close impeller
Shaft sealing by single / doable mechanical seal
Sealed grease lubricated , deep grove ball bearing
He pump handle liquid having viscosities up to 1500 centriole
Also with flame proof motor
Optional futures :
Shaft sealing by gland packing
Bearing lubricating by oil
ANSI drilling on DIN flange
Trolley mounting arrangement
Various type of connection
APPLICATION
Milk, Cream, Butter Milk Condensed Milk
Fruit Juice, Beer, Wine, Sugar Syrup
Vitamin Solutions, Sugar & Confectionery.
R O Water, DM water, Pure Water.
Water for Injection (WFI)
Vegetable Oil, Mineral Oil, Lub Oil etc.
Pharmaceutical Formulations, Syrup etc.
Alkaline Solutions / Alcoholic Drink
Acids, Fine Chemical
Textile Sizing, Dyeing & Finishing System
Natural Cellulose Fiber / Synthetic Fiber System
Hot & Cold Water Pumping.
Bottling Plants, Soft Drinks & Distillery
Food Processing / Liquid Food Stuff
Water Treatment Plat
Colour dyes and Pigments / Paint
Descaling Applications, Paper & Cement Industrie
Detergent, Soaps, Paste & Shampoo
food processing plant
wet scrubber
Superior Construction and MaterialsBuilt with heavy duty cast iron or stainless steel, the pump's epoxy coating provides corrosion resistance and durability. Its robust construction ensures reliable operation under demanding conditions, making it suitable for continuous industrial applications.
Versatile Performance for Process IndustriesAdjustable flow rates and head range, plus multiple impeller types, allow customized performance for different process liquids, including acids, alkalis, and solvents. It can be integrated with optional PLC control and flameproof motors for enhanced safety and automation.
Low Maintenance and Enhanced SafetyDesigned for leak-proof operation with mechanical seals or gland packing, the pump minimizes downtime and maintenance. Its quiet operation and compliance with ISO 9001:2015 standards ensure safe and efficient performance in chemical recirculation tasks.
FAQ's of Chemical Re-circulation Process Pump:
Q: How does the Chemical Re-circulation Process Pump handle corrosive liquids and solids?
A: The pump features heavy duty cast iron or stainless steel construction and an epoxy-coated surface finish, making it corrosion resistant. It can safely manage solids up to 10 mm in diameter, making it ideal for recirculating chemical process liquids.
Q: What are the benefits of using mechanical seals or gland packing in this pump?
A: Mechanical seals or gland packing reduce leakage and enhance reliability. Both options ensure the pump remains leak-proof during operation, minimizing maintenance needs and ensuring long service life in demanding chemical environments.
Q: When is this pump recommended for use in an industrial setting?
A: This pump is designed for 24/7 operation and is ideal for chemical recirculation in process industries, especially where continuous handling of acids, alkalis, or solvents is required. It is suitable for new installations or replacement in existing systems.
Q: Where can the Chemical Re-circulation Process Pump be installed?
A: The pump is base-mounted and suitable for industrial process plants. It accommodates various installation requirements, with inlet sizes from 40 mm to 100 mm and discharge sizes from 32 mm to 80 mm, making it adaptable to different piping setups.
Q: What is the process for adjusting the flow rate and ensuring optimal performance?
A: Flow rate adjustment depends on application requirements, typically managed through pump speed control or optional PLC integration. Regular monitoring of discharge and inlet parameters helps maintain optimal performance for specific process liquids.
Q: How does the pump contribute to low noise and safe operation?
A: With a noise output below 80 dB and certified to ISO 9001:2015 standards, the pump ensures quiet and safe operation. Optional flameproof motors and direct coupling further enhance safety and reliability in hazardous environments.
Q: What usage advantages does this pump offer compared to standard pumps?
A: Its corrosion resistance, leak-proof design, ability to handle solids, and compatibility with harsh chemicals make it superior for chemical recirculation. The pump's low maintenance, long service life, and customizable operation support increased productivity and reduced downtime.
 Send Inquiry
Send Inquiry







 Send Inquiry
Send Inquiry
