About Steam Jacketed Lobe Pump
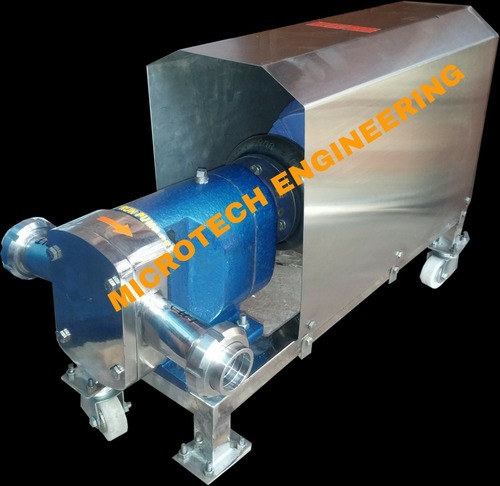
Steam Jacketed Lobe Pump
Microtech engineering Lobe pumps are used in a variety of industries including, pulp and paper, chemical, food, beverage, Pharmaceutical, and biotechnology. They are popular in these Diverse industries because they offer superb sanitary qualities, high efficiency, reliability, corrosion resistance, and good clean-in-place and sterilize-in-place (CIP/SIP) characteristics.These pumps offer a variety of lobe options including single, biwing, tri-lobe (shown), and multi-lobe.Rotary lobe pumps are Non-contacting and have large pumping chambers, allowing them to handle solids such as cherries or olives without damage. They are also used to handle slurries, pastes, and a wide variety of other liquids. If wetted, they offer self- priming performance. A gentle pumping action minimizes product degradation. They also offer reversible flows and can operate dry for long periods of time. Flow is relatively independent of changes in process pressure, so output is constant and continuous.
Precise Temperature Control for Viscous FluidsThe steam jacketed chamber allows for effective heating via steam, hot water, or thermal oil. This ensures fluids maintain the desired viscosity and flow characteristics throughout operation, even at high viscosities up to 100,000 cP. The jacket can withstand pressures up to 0.6 MPa and supports working temperatures of up to 180C, making the pump suitable for demanding industrial processes and sensitive applications.
Hygienic Design for Sensitive ApplicationsAll wetted parts are crafted from SS316/316L stainless steel, ensuring corrosion resistance and compliance with FDA, CE, and ISO standards. The smooth surface finish (Ra0.8 m) combined with CIP/SIP compatibility facilitates thorough cleaning and sterilization, minimizing contamination risks. These features make it suitable for food, pharmaceutical, and sanitary chemical processes.
Versatile Operation and Flexible InstallationProviding direct coupled or belt-driven options, the pump can be tailored for different operational needs with manual or automatic controls. Tri-clamp, flange, or threaded port connections offer installation flexibility, while self-priming and positive suction designs mean easy integration into existing systems. Flow rates up to 30 m/h, pressure up to 1.0 MPa, and the ability to handle particles up to 8 mm ensure wide-ranging applicability.
FAQs of Steam Jacketed Lobe Pump:
Q: How does the steam jacketed chamber benefit the pumping process?
A: The steam jacketed chamber enables precise temperature control by circulating a heating medium, such as steam, hot water, or thermal oil, around the pump housing. This ensures that viscous fluids remain at an optimal temperature, improving pump efficiency and preventing product solidification or clogging during transfer.
Q: What types of fluids can this lobe pump handle?
A: This pump is designed to transfer a wide range of high-viscosity liquids with viscosities from 1 to 100,000 cP. It is suitable for food, beverage, dairy, pharmaceutical, chemical, and cosmetic products, including those containing particles up to 8 mm in size.
Q: When should you use a jacketed lobe pump over a standard lobe pump?
A: A jacketed lobe pump is recommended when processing fluids that require controlled heating to maintain their viscosity or prevent solidification, especially in applications involving chocolates, syrups, ointments, or other temperature-sensitive substances.
Q: Where can this pump be installed and what are the mounting options?
A: The pump can be installed in various industrial settings with both horizontal and skid-mounted options available. Port connections (tri-clamp, flange, or threaded) ensure compatibility with existing pipelines, and it supports manual or automatic control integration.
Q: What is the cleaning process for this pump?
A: The pump is fully compatible with CIP (Clean-in-Place) and SIP (Sterilize-in-Place) cleaning systems. Its smooth, sanitary surface finish and design allow automated cleaning cycles, minimizing manual intervention and ensuring compliance with hygienic standards.
Q: How does the seal cooling provision enhance pump longevity?
A: A dedicated cooling system for the mechanical or PTFE seal reduces thermal stress and prevents seal failure during extended operation at high temperatures, thereby extending the service life and reliability of the pump.
Q: What are the main benefits of using this steam jacketed rotary lobe pump?
A: Users benefit from consistent product quality, reduced risk of contamination, reliable transfer of thick or temperature-sensitive fluids, robust sanitary design, simple maintenance, and flexible configuration for diverse industrial applications.
 Send Inquiry
Send Inquiry





 Send Inquiry
Send Inquiry
