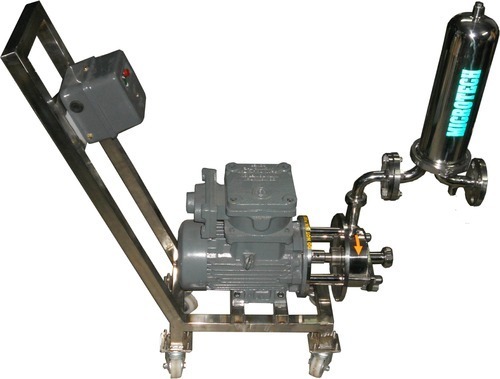
About Sparkler Filter Pump
Sparkler Filter Pump
SPECIF ACTION - Head : 48 meter
- Capacity :200 m3/h
- Delivery size : 12mm to 150 mm
- Temperature : -10 to 95 degree Celsius
- Test pressure : 10 kg/cm2
Standard futures :
- Centrifugal single stage
- Flange as per din standard
- Back pull out design
- Open / close impeller
- Shaft sealing by single / doable mechanical seal
- Sealed grease lubricated , deep grove ball bearing
- He pump handle liquid having viscosities up to 1500 centrioles
- Also with flame proof motor
Optional futures :
- Shaft sealing by gland packing
- Bearing lubricating by oil
- ANSI drilling on DIN flanges
- Trolley mounting arrangement
- Various type of connection
Material :
- Casing : st. Steel ( cf8 / cf8m )
- Shaft : st. Steel ( ss 410 / ss 316 / ss 304 )
- Impeller : st. Steel ( ss 410 / ss 316 / ss 304 )
- Back Plate: st. Steel ( ss 410 / ss 316 / ss 304 )
- Mechanical Seal : TC/TC , SIC/SIC TEFLON/ GFT
- MOTOR COVER : SS 304 , SS 316
- GASKET : Viton / Nitrile/ Silicon / PTFE
Reliability :
The pump are hydraulically designed for maximum efficiency. Every pump passes through stringent process & quality control plans and is designed to give longer life with consistent performance and trouble free service.
Application :
- Dairy industries
- Food processing plant
- Pharmaceutical industries
- Sugar & confectionery
- Bottling plants
- Distillery
- Beverages
- Water treatment plants
- Colors dies & pigments / paints
- Descaling application
- Sagar industries
- Hot & cold water pumping
- Sparkling filter press
- Sugar syrup
- Chemical processing
Due to content research & development data is subject to change
Exceptional Filtration EfficiencyDesigned with multi-layer filter media and customizable plate diameters, the Sparkler Filter Pump delivers precise filtration for a variety of industrial liquids. Its fully enclosed, leak-proof structure supports efficient and hygienic processes across demanding sectors like food and pharmaceuticals.
User-Friendly and Low MaintenanceThe pumps quick-access design allows tool-free maintenance, reducing downtime. With options for manual or automatic control, and compatibility with CIP/SIP cleaning protocols, it offers efficient servicing and flexibility for operators, improving overall productivity.
Reliable Performance and SafetyEquipped with an IP55 protection rating and mechanical seals, the pump ensures consistent operation even in high-humidity environments (up to 90% RH). Its corrosion-resistant stainless steel construction, energy-efficient motor, and self-priming capabilities guarantee dependable service for various liquid filtration applications.
FAQs of Sparkler Filter Pump:
Q: How does the Sparkler Filter Pump handle varying viscosities and flow rates?
A: The Sparkler Filter Pump is engineered to handle liquids with viscosity up to 500 cps and supports flow rates from 1000 to 10,000 LPH, making it suitable for a broad range of industrial filtration applications.
Q: What safety and hygiene features does the pump offer for food and pharmaceutical use?
A: It uses food-grade silicone/nitrile gaskets, is fully enclosed and leak-proof, and complies with GMP/ISI standards. Its CIP/SIP compatibility ensures thorough cleaning and maintains high hygiene for sensitive industries.
Q: Where can the Sparkler Filter Pump be installed, and how is it moved?
A: The pumps base or skid-mounted structure and castor wheels allow easy installation and mobility within factories. Its suitable for food, pharmaceutical, chemical, and beverage production areas.
Q: When should the Sparkler Filter Pump undergo maintenance, and what is the process?
A: Regular maintenance can be performed quickly and tool-free thanks to its accessible design. Scheduled CIP/SIP cleaning cycles and periodic checks of the mechanical seal ensure optimal performance and longevity.
Q: What benefits does its centrifugal theory design provide for industrial filtration?
A: Using centrifugal theory, the pump achieves high efficiency and consistent flow while reducing energy consumption. This ensures effective filtration and supports scalable operations in diverse industrial environments.
Q: How is the pumps leak-proof design advantageous during operation?
A: The fully enclosed, leak-proof construction prevents fluid loss, enhances workplace safety, and protects processed liquids from environmental contamination, especially important in regulated industries.
 Send Inquiry
Send Inquiry






 Send Inquiry
Send Inquiry
